-

YG-1 CUTTING TOOLS NEWSLETTER
-
2026 January VOL.69
Internal Use Only
Internal Use Only
YG-1’s X1-EH premium solid carbide end mills have demonstrated consistent performance advantages over competing tools through a series of real-world machining tests conducted across multiple countries and diverse machining environments. This article highlights representative success cases and examines the competitive strengths of X1-EH from four key perspectives: surface quality, wear resistance, productivity based on extended tool life, and process efficiency achieved through single-tool machining.
*The competitors referred to as A, B, and C in this article do not represent or correspond to any specific company names.
The surface quality performance of X1-EH was clearly verified through benchmark machining tests against the competing tool.
|
Country |
Germany |
|
|
Title |
Benchmark Machining Test |
|
|
Test Conditions |
Application |
Finishing |
|
Machine |
High-Precision CNC Vertical Machining Center |
|
|
Work Material |
Tool steel |
|
|
Coolant |
Dry |
|
|
Tooling System |
HSK40E Power Grip PG10 and PG15 |
|
|
Solution |
YG-1 EDP Code |
HPI91918 |
|
Tool Info. |
2 FLUTE BALL NOSE for RIB PROCESSING, Mill Dia.: Ø0.3 mm (0.012 in) |
|
|
Cutting Data |
Effective Cutting Speed (Vc eff) |
|
|
Spindle Speed (n) |
37,136 rpm |
|
|
Feed per Tooth (Fz) |
0.002 mm/tooth |
|
|
Feed Rate (F) |
149 mm/min |
|
|
Axial Depth of Cut (Ap) |
5 µm (0.005 mm) |
|
|
Radial Depth of Cut (Ae) |
4 µm (0.004 mm) |
|
|
Test Result |
The tool completed 180 minutes of continuous machining with no end of tool life observed. |
|
|
Benefit |
X1-EH achieved a better surface quality than Competitor A. |
|
Under identical cutting conditions and cutting parameters, the machined workpiece surfaces were compared after processing. The results showed that the X1-EH end mill produced a better surface finish than the competing tool. This benchmark test demonstrates that X1-EH end mills deliver reliable surface finish quality in high-precision machining environments.
Wear resistance was confirmed through two plane cutting cases conducted in Japan, where the machining stability of X1-EH end mill was closely evaluated.
|
Country |
Japan |
|
|
Title |
Plane Cutting |
|
|
Test Conditions |
Application |
2-Flute Ball End Mill of Ø6 |
|
Machine |
High-Speed CNC Vertical Machining Center |
|
|
Work Material |
High hardened steel, SKD11, HRc62 |
|
|
Coolant |
Dry |
|
|
Tooling System |
BT40-DTB12-120 |
|
|
Solution |
Tool Info. |
2 FLUTE BALL NOSE, Mill Dia.: Ø6mm (0.236 in) |
|
Cutting Data |
Spindle Speed (n) |
8000 rpm |
|
Cutting Speed (Vc) |
151 m/min |
|
|
Feed Rate (Vf) |
1700 mm/min |
|
|
Feed per Tooth (Fz) |
0.11mm/tooth |
|
|
Axial Depth of Cut (Ap) |
0.2 mm |
|
|
Radial Depth of Cut (Ae) |
0.75 mm |
|
|
Test Result |
The customer says the X1-EH end mill is stable and is as good as or better than competitors. |
|
|
Benefit |
It was confirmed that the product is on par with or better than major Japanese competitors |
|
|
Country |
Japan |
|
|
Title |
Plane Cutting |
|
|
Test Conditions |
Application |
2-Flute Ball End Mill of Ø6 |
|
Machine |
High-Speed CNC Vertical Machining Center |
|
|
Work Material |
Pre hardened steel, STAVAX, HRc52 |
|
|
Coolant |
Dry |
|
|
Tooling System |
BT40-DTB12-120 |
|
|
Solution |
Tool Info. |
2 FLUTE BALL NOSE, Mill Dia.: Ø6mm (0.236 in) |
|
Cutting Data |
Spindle Speed (n) |
14000 mm/min |
|
Cutting Speed (Vc) |
264 m/min |
|
|
Feed Rate (Vf) |
1800 mm/min |
|
|
Feed per Tooth (Fz) |
0.06mm/tooth |
|
|
Axial Depth of Cut (Ap) |
0.140 mm |
|
|
Radial Depth of Cut (Ae) |
0.300 mm |
|
|
Test Result |
The customer says the X1-EH end mill is stable and is as good as or better than competitors. |
|
|
Benefit |
It was confirmed that the product is on par with or better than major Japanese competitors |
|
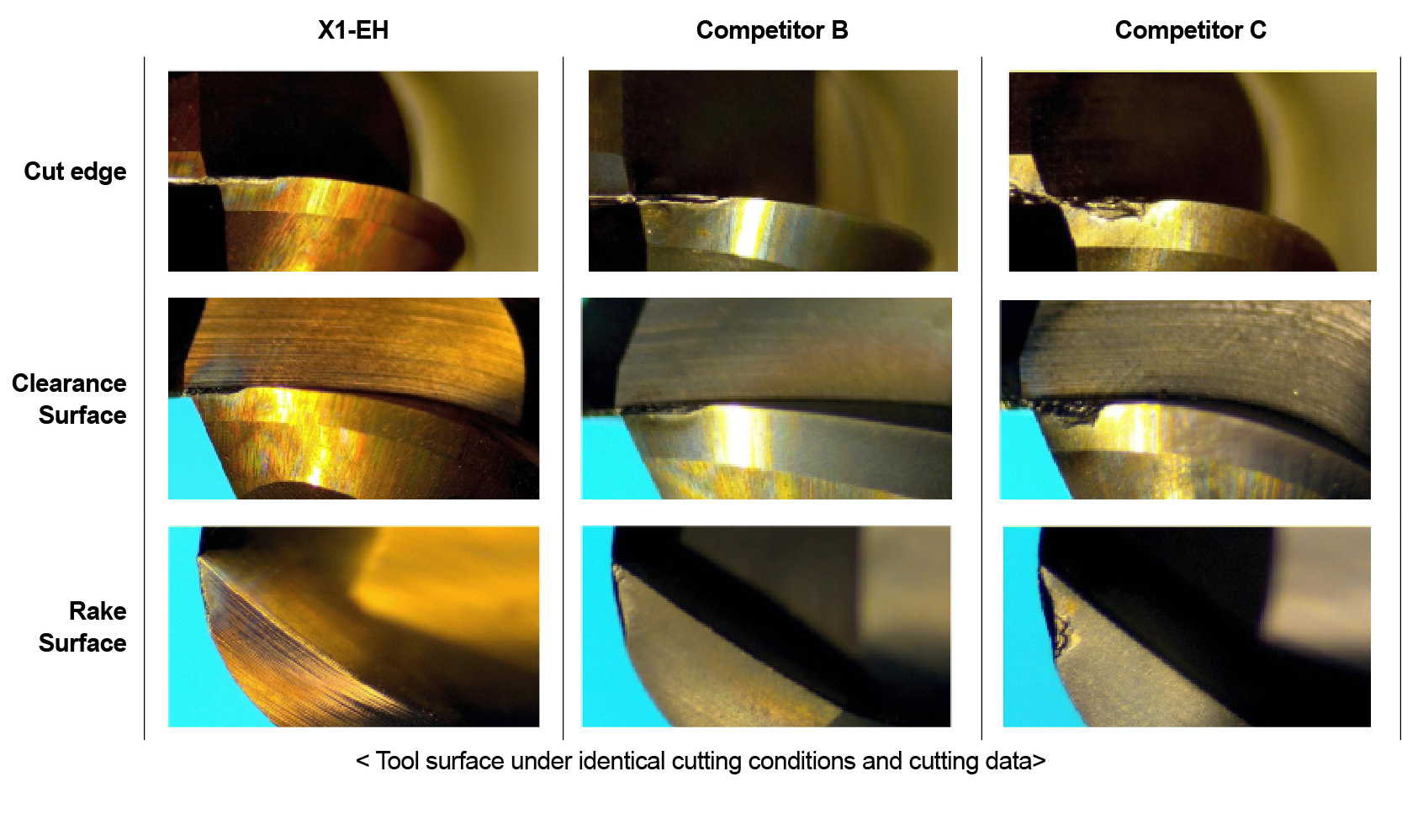
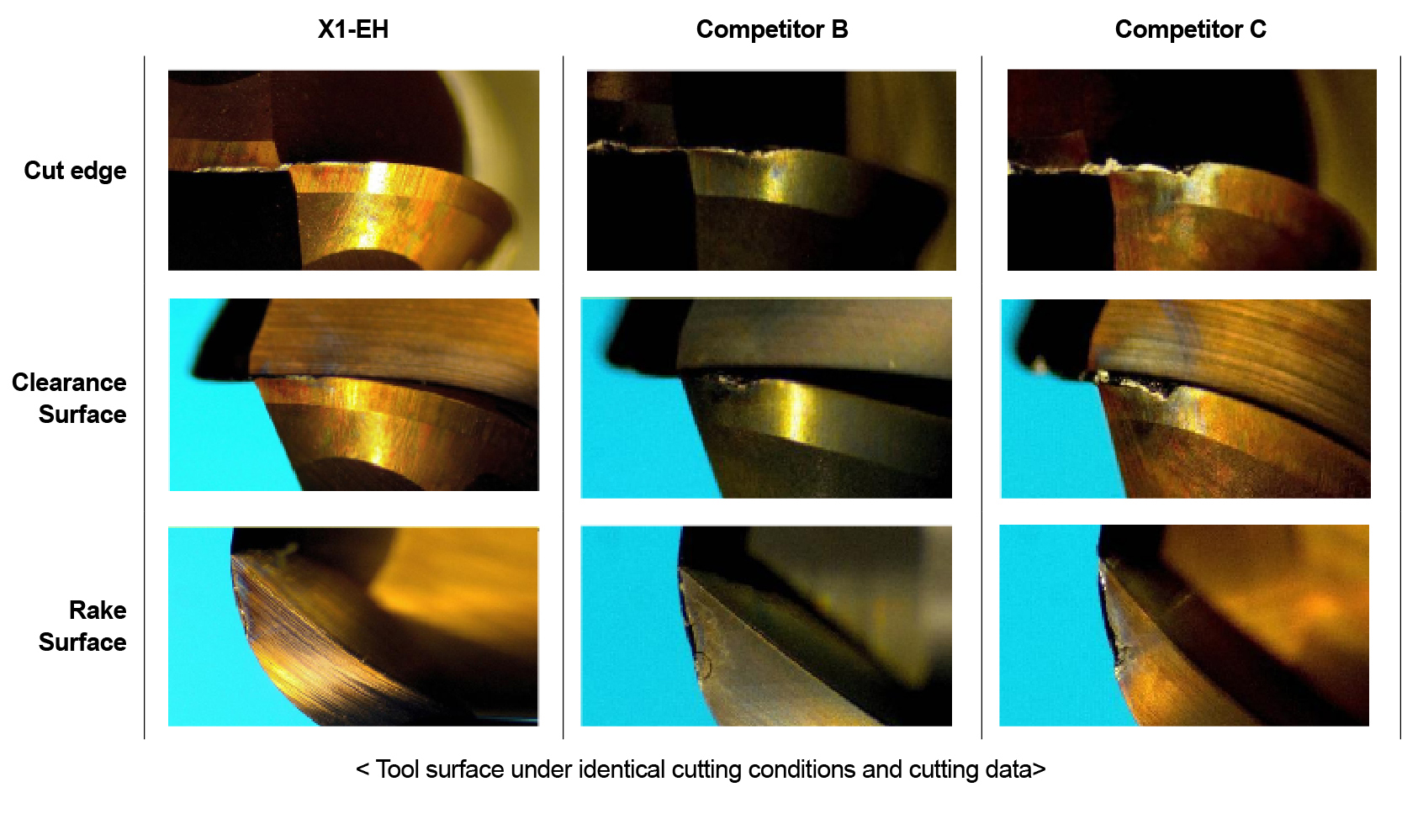
Under the same cutting conditions, X1-EH end mill exhibited significantly lower levels of wear and damage across the cutting edge, clearance surface, and rake surface compared to competing tools. These results indicate that the tool geometry of X1-EH end mill remained stable throughout machining, which directly contributes to overall process stability in actual production environments. In repetitive machining applications, this level of durability represents a clear competitive advantage.
Productivity improvements were demonstrated through multiple international case studies requiring long and stable tool life.
|
Country |
Canada |
|
|
Title |
Die with Pockets |
|
|
Test Conditions |
Application |
Finishing |
|
Machine |
5-Axis CNC Precision Machining Center |
|
|
Work Material |
Cold working tool steel D2, 1.2379 HRc 62 |
|
|
Coolant |
Dry |
|
|
Tooling System |
ER Collet Chuck |
|
|
Solution |
YG-1 EDP Code |
HPI90025 |
|
Tool Info. |
2 FLUTE BALL NOSE, Mill Dia.: Ø2.5mm (.098in) |
|
|
Cutting Data |
Effective Cutting Speed (Vc eff) |
55 m/min (181sfm) |
|
Feed per Tooth (Fz) |
0.0416 mm/tooth (.0018ipt) |
|
|
Axial Depth of Cut (Ap) |
0.254 mm (.01in) |
|
|
Radial Depth of Cut (Ae) |
13 µm (.0005in) |
|
|
Test Result |
- X1-EH finished 10 pockets (11h 20min) - Competitor E achieved 3 pockets (3h 30min) |
|
|
Benefit |
- Predictable tool life of X1-EH in regard to an 8µin (0,2µm) surface finish. |
|
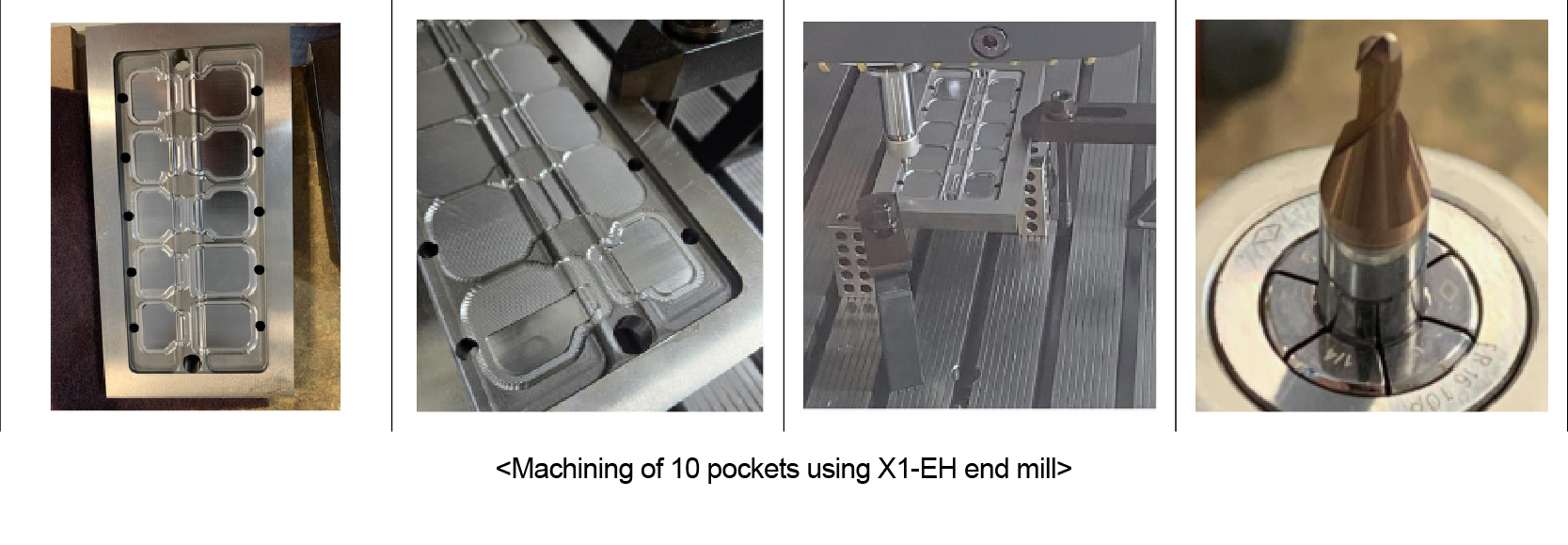
In a die machining test, a competing tool was limited to machining three pockets, while X1-EH end mill successfully completed ten pockets under identical conditions. X1-EH end mill maintained stable machining for a total of 11 hours and 20 minutes and completed the die set machining, whereas the competing tool reached the end of its tool life after approximately 3 hours and 30 minutes and failed to complete the process. This result shows that fewer tool changes, higher machine utilization, and less downtime led to higher productivity and a more stable machining process.
|
Country |
Thailand |
|
|
Title |
Injection Mold Component |
|
|
Test Conditions |
Application |
CNC Milling |
|
Work Material |
SKD61 HRc 49-52 |
|
|
Coolant |
Emulsion |
|
|
Solution |
YG-1 EDP Code |
HPI90060 |
|
Tool Info. |
Ø6mm 2 Flute Ball |
|
|
Cutting Data |
Spindle Speed (n) |
8,500 rpm |
|
Feed Rate (Vf) |
1,200 mm/min |
|
|
Cutting Speed (Vc) |
160 m/min |
|
|
Feed per Tooth (Fz) |
0.07 mm/tooth |
|
|
Axial Depth of Cut (Ap) |
0.07 mm |
|
|
Radial Depth of Cut (Ae) |
0.5 mm |
|
|
Test Result |
- Competitor F= 30 hours |
|
|
Benefit |
X1-EH offers 33% longer tool life compared to the competitor. |
|
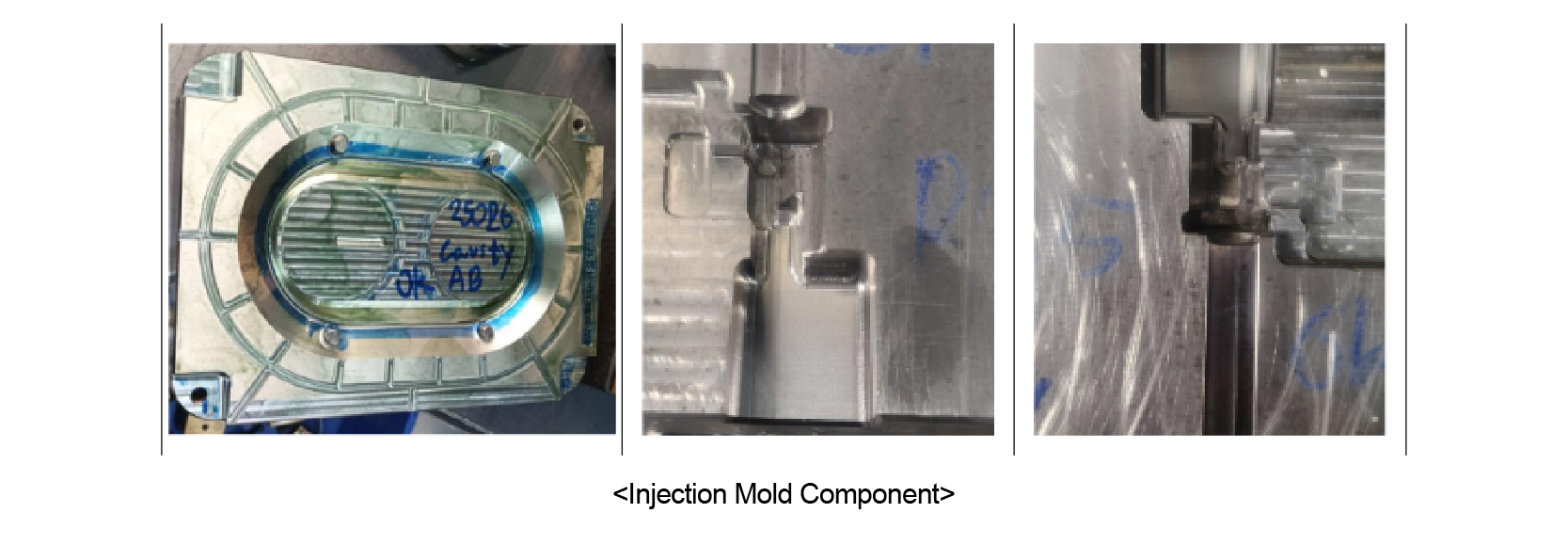
High productivity was also confirmed in an injection mold component machining case. X1-EH end mill achieved approximately 33% longer tool life compared to the competing tool. This extended tool life reduced tool change frequency and led to lower overall machining costs. Because tool life directly affects productivity and reduces tooling costs, it remains one of the most important factors customers consider when selecting cutting tools in real production settings.
Another notable case highlights the process efficiency improvement by using a single tool vs multiple tools from the competitor.
|
Country |
USA |
|
|
Title |
Automotive Component |
|
|
Challenge |
Current Status |
Previously used 14 competitor G tools for machining |
|
Customer Needs |
Process simplification, Tool life improvement, Cost reduction |
|
|
Solution |
Tool Info. |
X1-EH Solid Carbide End Mill |
|
Test Result |
- Competitor G: 14 tools required |
|
|
Benefit |
Simplified process and inventory management. |
|
In the United States, a manufacturer in the automotive industry evaluated X1-EH end mill against competing tools with the goal of improved tool life, machine up-time, and reduce costs. While the existing process required a total of 14 competing tools to complete the machining operation, X1-EH end mill was able to complete the same process using only a single tool. This significantly improved machine up-time and process efficiency, reducing the overall tooling cost while also improving the burden of inventory management.
These actual machining cases demonstrate that X1-EH end mill is not limited to specific regions or operating conditions but provides a reliable solution across a wide range of industries and machining environments. Across surface quality, wear resistance, tool-life-based productivity, and process efficiency, X1-EH end mill clearly differentiates itself from competing tools and delivers proven performance in practical manufacturing applications.