-

YG-1 CUTTING TOOLS NEWSLETTER
-
2026 June VOL.74
Internal Use Only
Internal Use Only
This article was developed based on selected content and technical insights shared during a technical seminar presented by Mr. James Bliss, the End Mill Product Manager in North America.
Durning recent technical seminars, Mr. James Bliss discussed one of the most common misconceptions in machining operations: that lower tooling cost automatically leads to lower manufacturing cost?
According to him, tooling discussions still begin with purchase price for many customers. A lower-cost tool is often viewed as the safer financial choice, especially when companies are focused on reducing visible tooling expenses. However, in modern machining environments, tooling cost alone rarely determines profitability.
In reality, machine utilization, cycle time, productivity, and process stability often have a much greater impact on total manufacturing cost than the purchase price of the tool itself.
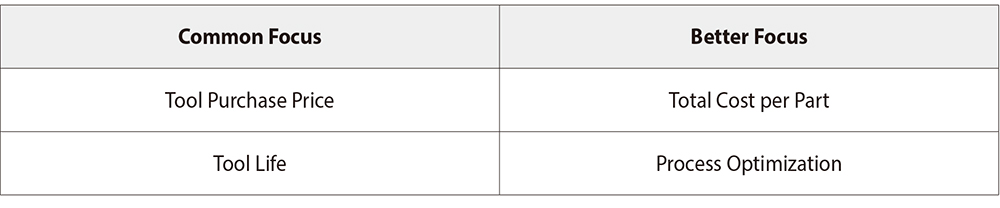
The key question is no longer “How much does the tool cost?” but rather “What is the total manufacturing cost per part?”, he emphasized.
Why Can Slower Cutting Conditions Increase Total Manufacturing Cost?One of the most common assumptions in machining is that extending tool life automatically reduces cost.
However, he explained that reducing feeds and speeds to preserve tooling can often increase total manufacturing cost once machine utilization is taken into account.
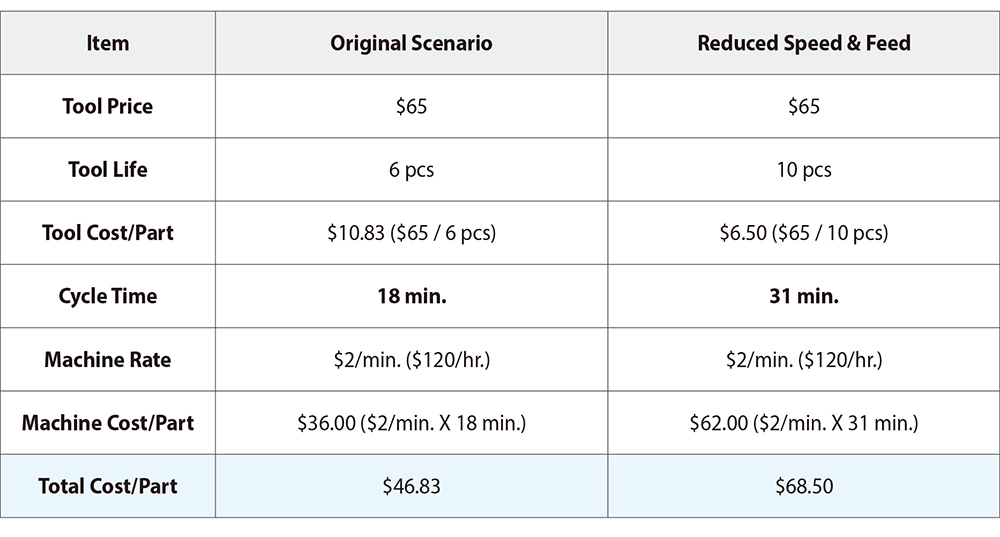
He shared an example involving a $65 end mill initially produced 6 parts with an 18-minute cycle time, resulting in a total cost of $46.83 per part.
To improve tool life, the cutting parameters were reduced. As he pointed out, tool life increased from 6 parts to 10 parts, lowering tooling cost per part from $10.83 to $6.50. At first glance, the process appeared more economical because tooling cost decreased by $4.33 per part.
However, he also explained the slower cutting conditions also increased cycle time from 18 minutes to 31 minutes, significantly increasing machine cost. Although tooling cost decreased, total cost increased by 46.3% because the increase in machine utilization cost far outweighed the tooling savings.
The example highlights an important principle in cutting tool economics: improving tool life alone does not necessarily improve profitability if productivity losses outweigh tooling savings.
Why Do Higher-Performance Tools (Often More Expensive) Reduce Total Cost?He said machining optimization is not always achieved by simply increasing spindle speed or feed rate. In some applications, a slightly slower process can still reduce total manufacturing cost if improvements in tool life are large enough to offset the increase in machine time.
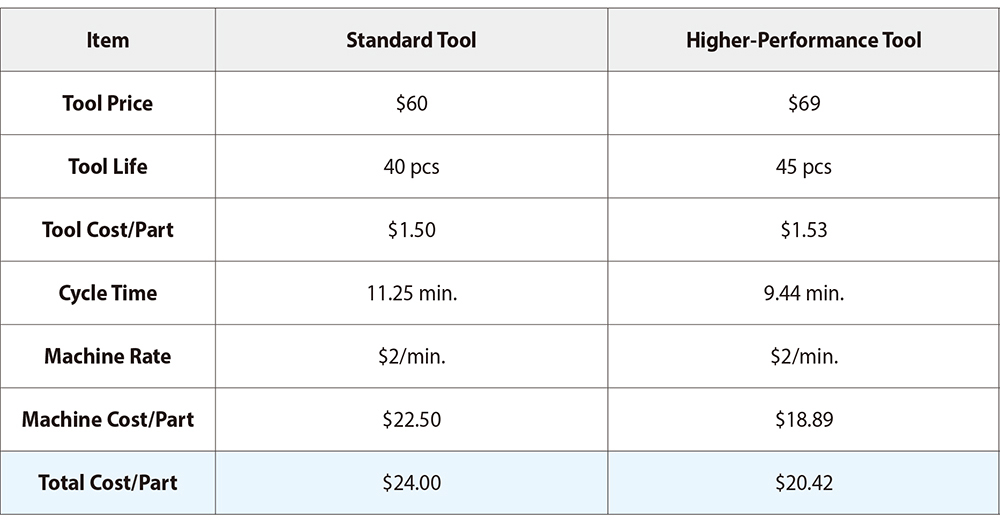
Although the premium tool increased tooling cost by only $0.03 per part, the reduction in cycle time significantly lowered machine cost per part. As a result, total cost decreased from $24.00 to $20.42 per part, generating a savings of $3.58 per part.
He further explained that despite requiring an additional $9 investment upfront, the improved productivity allowed the premium tool to recover its added cost in fewer than three parts. Even if the premium tool costs $220, we still would have been more profitable.
Is Faster Machining Always the Best Solution?He also explained that higher-performance tooling can often reduce total manufacturing cost when the initial purchase price is higher.
In another comparison, a premium end mill priced at $69 was evaluated against a standard $60 tool. While the premium tool increased tooling cost slightly, it significantly improved machining productivity by reducing cycle time and slightly improving tool life.
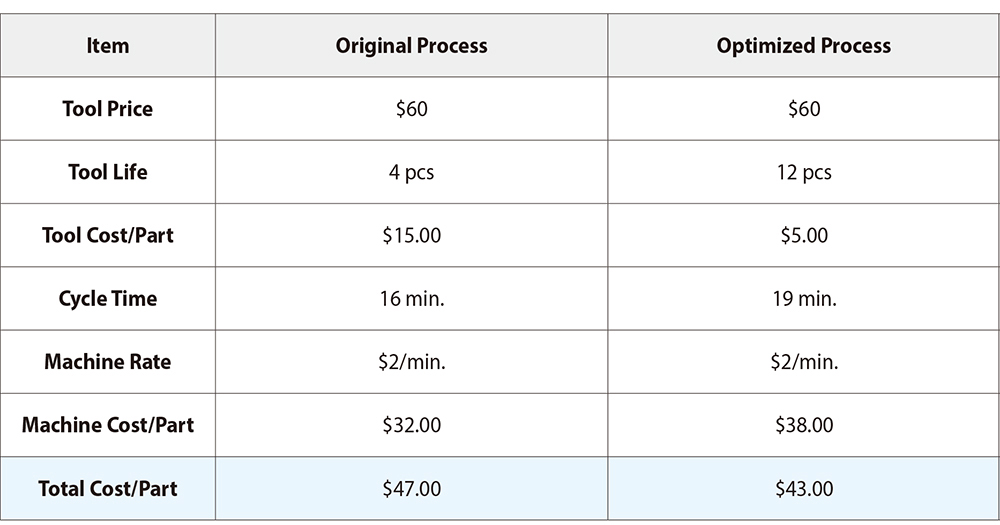
In the optimized process, cycle time increased slightly from 16 minutes to 19 minutes, increasing machine cost $32.00 to $38.00.
However, tool life improved significantly from 4 parts to 12 parts, reducing tooling cost per part from $15.00 to $5.00.
Despite the slower cycle time, the overall process became more economical because the reduction in tooling cost or maximizing tool life independently. The real objective is to achieve the lowest total cost per part by balancing productivity, machine utilization, process stability, and tooling performance together.
The Real Drivers of Cost Per PartAs machine rates continue to increase the manufacturing industry, he explained the financial impact of inefficient cycle time becomes even more significant. Smarter tooling decisions begin with understanding the complete economics behind the machining process itself – not simply the purchase price of the tool.
Mr. James Bliss concluded this presentation by emphasizing the most effective machining strategies are built around total machining process. In many cases, the most economical cutting tool is not the cheapest tool on the shelf but selecting the correct tool for the process allowing the machine to produce more efficiently, more consistently, and at a lower total cost per part over time.